

連續纖維增強聚氨酯復合材料的拉擠成型技術
01拉擠生產加工過程
拉擠成形起于20二十一世紀50時代,現時期仍出于極速頻頻發展時期,是一個種將浸漬的接連纖維板在遷引力場的效果下,根據壓擠模具加工成形、固有,接連頻頻地大占比種植各種各樣的截面積圖片尺寸變了線型形材的成形方法。
連續式棉纖維增加橡膠組合的材料的拉擠加工過程操作步驟橡膠樹酯標準系統軟件于拉擠加工加工過程,享有加工生長期短、加工質量高、無苯丁二烯蒸發等特點,這使橡膠拉擠塑料材質為研制熱度。所經若干年的開發,橡膠拉擠加工已改變商業性化,內部外已冒出拉擠塑料材質專業的橡膠樹酯標準系統。

02拉擠成形技藝的顯著優點
連續纖維增強聚氨酯復合材料采用拉擠工藝成型,具有以下優點:
①常采用玻纖無捻粗紗得以玻纖氈。直接影響了代價,還避免出現了因玻纖氈易破碎工藝而直接影響分娩。
②不能自己拆換現有的拉擠設配,拉擠軟件組裝簡單化城市發展。
③合成食物纖維的品質高考分數達到60%~90%,浸膠在張度下做出,可做好利用合成食物纖維的目的,工藝品程度更好。
④產量全過程間斷,長可隨意切開。
⑤出產環節可完成自主化設定,出產使用率高。克勞斯瑪菲集團電話新的iPul拉擠操作系統已為出產速度快從經常的0.5~1.5m/min提升 到約3m/min(實驗室數據報告),為拉擠熔融水平開發了新款的行業市場。3.拉擠熔融pp產品的功效的特點
03拉擠生產軟型板材的穩定性特質
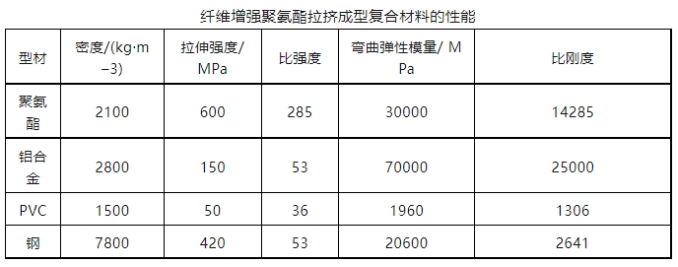
在連續纖維增強聚氨酯復合材料拉擠成型過程中,可使用更多的增強纖維,使制品強度大幅提高,樹脂和纖維在性能上形成良好的優勢互補。因此,以聚氨酯樹脂為基體,采用拉擠成型工藝生產的纖維增強材料,具有如下性能和特點:
①質量輕堆物攻以拉擠加工化學合成的聚安脂附框試對,這其中不用斜撐骨架便具備著優秀的運動學性,伸拉抗拉標準和比抗拉標準等性是PVC(聚氯氯乙烯)原材料門窗五金的10倍以下,宏超出鋁鋁不銹鋼組合與鋼,而強度僅有原材料強度的1/4,鋁鋁不銹鋼組合強度的1/2。拉擠完成的植物纖維開展聚安脂分手后復合原材料的性見表。
②耐防耐酸性性較好夾絲玻璃釬維改善聚胺脂復合型用料在常溫前提下,具較好的耐燒堿溶液、強酸強堿和高有機廢氣濃度鹽的屬性,濕熱耐酸性耐壓中其運動學穩定性指標損失率不大于3%,具較好的耐耐酸性穩定性指標。另外,做為工程用料時可與工程物同壽,單單從表面不需做處置,對水泥渣等在強堿或酸堿性室內環境下有很強的耐防耐酸性水平。
③尺寸穩定性好連續纖維增強聚氨酯復合材料的線性收縮率小于0.2%,與設計尺寸的偏差很小。此外,以拉擠工藝成型的聚氨酯復合材料門窗,線性膨脹系數遠小于鋁合金和PVC塑料,而與建筑墻體接近,有效地避免了由于熱脹冷縮引起的裂縫出現,提高了密封性和保溫性能。
④可制作性強連繼釬維聚氨脂拉擠完成中高的釬維份量賦于組合涂料優良的廠家機械使用效果,選擇的釬維質高考成績在60%~90%。聚氨脂硅橡膠的機械使用效果含有強些的可制作性,區別工業原料配方公式及分散劑增值稅制作品的機械使用效果也區別。

