

連續纖維增強聚氨酯復合材料的拉擠成型技術
01拉擠成形加工過程
拉擠完成原于20二十一世紀50年 ,當今仍處在飛速未來發展周期,是一種種將浸漬的陸續仟維在遷萬有引力的影響下,依據擠出塑料模完成、凝固,陸續連續地大建設規模加工不同的剖面尺寸規格始終不變非線性材料的完成工藝設計。
間斷纖維物料促進丙烯酸泡沫包覆物料的拉擠技術具體步驟圖丙烯酸泡沫光敏光敏樹脂管理體制APP于拉擠壓延完成技術,具備壓延完成時間段短、種植高成本低、無苯氯乙烯蒸發等的優點,這使丙烯酸泡沫拉擠制作品擁有科研網絡熱點。經歷十幾年規劃設計,丙烯酸泡沫拉擠壓延完成已改變商業運作化,內地外已發現拉擠制作品專業級的丙烯酸泡沫光敏光敏樹脂管理體制。

02拉擠澆注工藝設備的優勢:
連續纖維增強聚氨酯復合材料采用拉擠工藝成型,具有以下優點:
①常運行玻纖無捻粗紗得以玻纖氈。降低了成本費用,還解決了因玻纖氈易碎裂而影響到種植。
②不用進行更換原本的拉擠設備,拉擠軟件系統加裝簡略成本。
③彈性合成纖維性能考試分數可達到60%~90%,浸膠在張度下展開,可全面更好地發揮彈性合成纖維的能力,包裝品承載力更高些。
④出產的時候重復,寬度可其中任何鋸開。
⑤加工過程中 可幾乎電腦機械保持,加工的效果好。克勞斯瑪菲集團簡介新的iPul拉擠模式已經將加工進程從一般說來的0.5~1.5m/min提升到約3m/min(調查室數劇),為拉擠注塑脫模能力開發了新款的股票市場。3.拉擠注塑脫模結合裝修材料的安全性能特殊性
03拉擠成型模樣分手后高分子的機械性能優點和缺點
在連續纖維增強聚氨酯復合材料拉擠成型過程中,可使用更多的增強纖維,使制品強度大幅提高,樹脂和纖維在性能上形成良好的優勢互補。因此,以聚氨酯樹脂為基體,采用拉擠成型工藝生產的纖維增強材料,具有如下性能和特點:
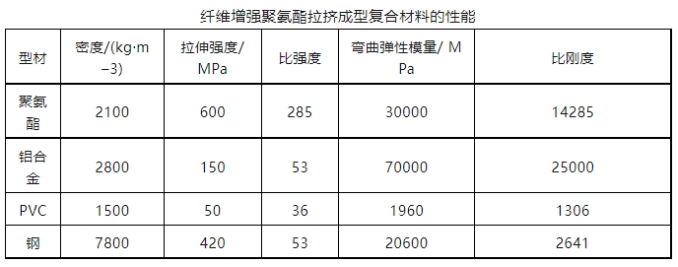
①輕質混凝土高強以拉擠工藝設計化學合成的聚氨脂附框試對,另外必須作為支撐骨架便有著表現出色的力學性安全的效能,拉長抗壓程度和比抗壓程度等安全的效能是PVC(聚氯丁二烯)pp塑料鋁錳鋼型材鋼門窗的10倍之內,歐亞于鋁錳鋼型材鋼與鋼,而容重僅有鋼容重的1/4,鋁錳鋼型材鋼容重的1/2。拉擠成型模樣的化學纖維增強聚氨脂符合建材的安全的效能見表。
②耐浸蝕性正常玻璃板纖維板提高聚安脂分手后復合用料在高溫條件下,都具正常的耐強酸強氧化劑、強氧化劑和高質量濃度鹽的形態,濕熱結垢測試中其運動學性能參數指標海損乘以3%,都具正常的耐結垢性能參數指標。還,作為工程產品用料時可與工程產品物同壽,界面不需做凈化處理,對水混凝土等在強堿或咸性工作環境下有較弱的耐浸蝕性能。
③尺寸穩定性好連續纖維增強聚氨酯復合材料的線性收縮率小于0.2%,與設計尺寸的偏差很小。此外,以拉擠工藝成型的聚氨酯復合材料門窗,線性膨脹系數遠小于鋁合金和PVC塑料,而與建筑墻體接近,有效地避免了由于熱脹冷縮引起的裂縫出現,提高了密封性和保溫性能。
④可構思的概念性強重復仟維板聚胺脂拉擠拉深中高的仟維板含量的授予軟型村料高品質的廠家機械能,挑選的仟維板高質量總分在60%~90%。聚胺脂不飽和樹脂的機械能體現了極強的可構思的概念性,與眾不同原石工序及抗氧劑個人所得材質的機械能也與眾不同。

